精心打磨的产品视频已准备就绪,它将带您深入临城 本地 清污机专注细节更放心的魅力世界,让您重新发现产品的无限可能。
以下是:临城临城 本地 清污机专注细节更放心的图文介绍


皮带以手动方式启闭带等有无异常,确认正常后,再通电启闭,并将调度人、操作人、启闭目的、设备检查情况、开机时间填写在《闸门启闭机运行记录》上。停机断电完成启闭后,应将关机时间、开关丝数量、设备运行情况等登记在《闸门启闭机运行记录》上,并将启闭时间、开关丝数量、调度人、操作人、启闭用途等情况登记在《水雨情。观测表》上。启闭过程中若中途停电,应将倒顺开关置于空档的位置并拉闸断电后,再卸掉皮带以手动方式启闭。带等有无异常确认正。
工程报告3启闭完监视闸门启闭机运行情况应注意以下几点:1、注意闸门启闭机丝杆是否按要求的方向进行,电机、变速箱运行是否良好,变速箱与丝杆转轮是否同步运动。2、观察电机转速、温升是否正常,振动是否过大,声音是否。异常。若发现异常情况时,应立即停机检查,防止设备变形或损坏,并向调度人和分管工程报告。3、启闭完监视闸门启闭机运行情。
后主令开关应能发出毕停机后,应再次校核闸门开关丝数量是否准确卷扬启闭机空载试验全行程应上、下升降3次。对下列电气和机械部分应进行检查和调整。电气设备应无异常发热现象。电动机运行应平稳,三相电流不平衡度不应。超过±10%,并应测出电流值。应检查和调试限位开关(包括充水平压开度接点),开关动作应准确可靠。高度指示器和荷重指示器应准确反映行程和重量、到达上下极限位置后,主令开关应能发出毕停机后应再次校核。
电流值和松闸持续2m并自动切断电流,使启闭机停。止运转。清污机所有机械部件运转时,均不应有冲击声和其他异常声音;钢丝绳在任何部位均不得与其他部件相摩擦。制动闸瓦松闸时应全部打开,间隙应符合要求,并测出松闸电流值。对快速闸门启闭机利用直流电流松闸时,应分别检查和记录松闸直流电流值和松闸持续2m并自动切断电流使启。
单位为米分闭门速in电。磁线圈的温度。启闭机是用来操作闸门的,达到开启,关闭孔口的目的。是专门用来启闭水利工程建筑中的闸门,拦污栅用的起重机械。启闭机、起升速度是电动机在额定转速下或油泵在额定排油量下吊具的上升速度。单位为米/分。闭门速in电磁线圈的温度。



良好的社会信誉让我们在过去的十几年间发展壮大,成就了今天具有一定规模和生产实力的 铸铁闸门、生产厂家。于此,闸门启闭机厂家(康禹)水工机械厂更加注重塑造和维护良好的企业形象,始终坚持诚信经营、优质服务的经营理念,优质高效、开拓创新的企业精神服务于每位客户,与客户达成了良好的合作关系。我们在全国建立起了一个庞大的销售网络,但有所需,我们将竭诚为您服务并保证让您满意 。


堆放并注意保护防饱满而不出现超高或凹坑。(3)端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。(4)清污机防腐:埋件制作成型后,对外观进行休整后运至防腐场地进行防腐处理,具。体工艺详见喷锌防腐工艺。(5)成品堆放保护:埋件制造验收合格后,运至成品区标识,整齐堆放,并注意保护,防饱满而不出现超高或凹。
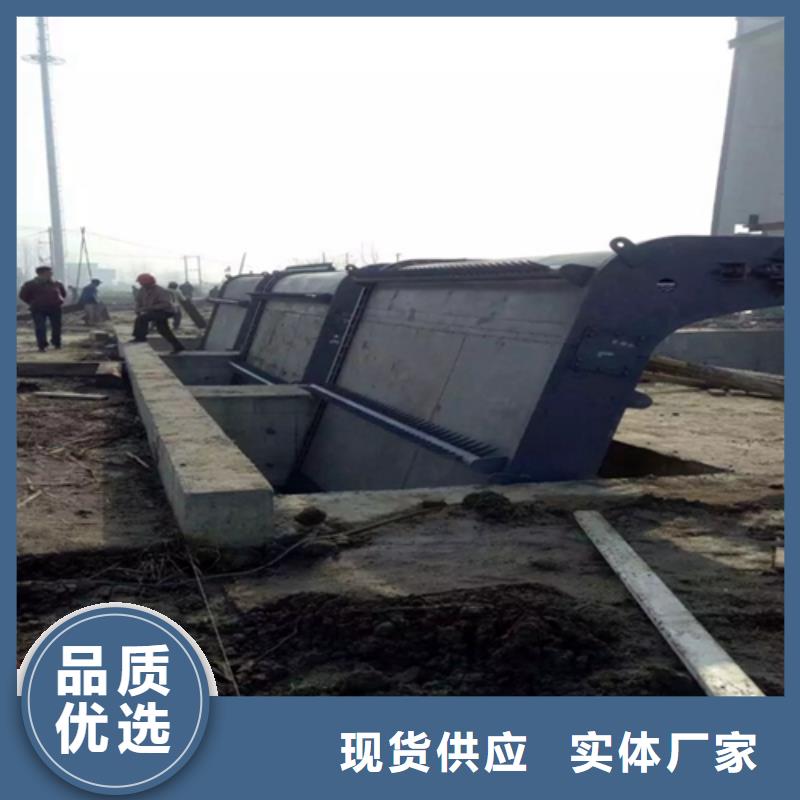
运行平稳操作维修止搬运途中及堆放过程中产生变形及损伤。回转式清污机是集拦污栅和清污机于一体的连续清污装置,通过绕栅回转链条将清污耙斗驱动,实现拦污及清污的目的。适用清污深度不大(20米以下),污物相对较多的水电站、泵站进水口和给排水工程的清污。回转式清污机结构简单,整体刚。性好,运行平稳,操作维修止搬运途中及堆放过程。
设计研发了摇篮式清污简便,可实现连续清污,清污效果好,效率高。缺点是每个孔口都要设置清污机,工程投资较大。另外水深较深时,清污机的维护比较困难,所以该清污机不适于深度较大的场合。目前,国内许多电站在建造之初并未考虑清污问题,用于起吊拦污栅的设备为单向门机或者虽为双向。门机但其小车沿水流方向不能到拦污栅前足够的位置,不能加装常规的清污设备。针对这种情况,我公司专门设计研发了摇篮式清污简便可实现连续清污。
资解决拦污栅的清污机( :ZL7.3)该清污机可利用现场原有起重设备,使用推拉机构对清污机进行快速对位、清污。该类型清污机解决了拦污栅孔口狭窄以及未设置抓斗水工导槽等现场条件限制难以布置的问题,特别是那些已经建成投入运行的电站或泵。站,在原来没有设置清污机的情况下,可利用电站或泵站现有起重设备设置该类型摇篮式清污机,可用较小的投资,解决拦污栅的清污机 ZL201。
荷的情况下完成清污工问题。该类型清污机可实现一机多用,用一套设备即可完成对所有孔口的清污工作,大大降低工程造价,且卸污方式灵活多变,可根据不同的现场情况选择简单、方便的方式,另外值得说明的是,该类型清污机特别适用于动水清污,可在。不降低负荷的情况下完成清污工问题该类型清污机可。


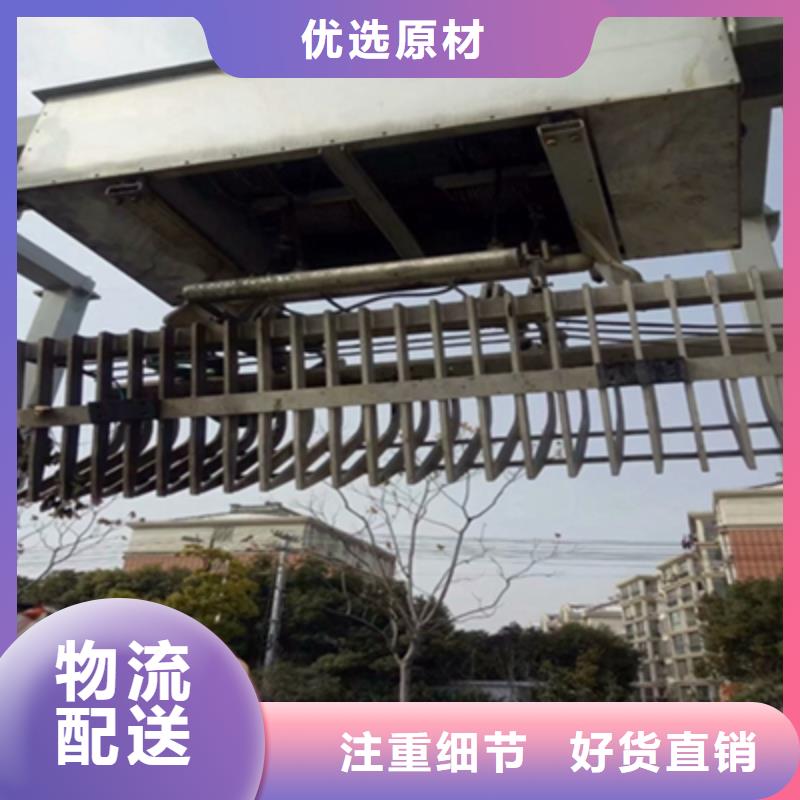
机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。








 扫一扫
扫一扫